

Стрелка, электропривод.
Обогрев.
Ссылки:
- обогрев;
- подбор линеек;
- устранение люфта линейка-тяга;
- фиксация фартука;
- из чего смазывать подвижные части;
- регулировка контактов;
- шплинт;
- Ремонт крышки стрелочной коробки;
Мысли в слух:
Регулировка контактов АП
Хочу поговорить на тему регулировки контактов автопереключателя. Вопрос больше адресован к их составителям. Например, проверка правильности регулировки контактов автопереключателя с помощью щупов рамзмерами 5.7мм-6.4мм и 11.5мм-12.6мм. Похоже допуски на производство электроприводов очень большие, как следствие качество электроприводов низкое. Немало приводов, в которых ножевые и контактные колодки не соосны, но даже если все идеально, при регулировке по шаблонам, нет никакой гарантии, что контактные пружины будут работать обе, а не одна. Точно можно быть уверенным в этом, только при потере контроля, принудительно размыкая и замыкая контрольные контакты ножами, и наблюдая на одинаковое ли расстояния отклоняются контактные пружины.
Редуктор
По тех.картам редуктор электропривода смазывается ЦИАТИМ-201, все понятно, а вот в каком количестве получается, каждый решает сам.
Муфта
Зазор в муфте между электродвигателем и редуктором должен быть от 0,5мм до 1,2мм, если больше - все понятно - добавил регулировочных шайб и норма, а если его нет вообще, что делать, в тех.картах ни слова. Вообще странно, электропривода и электродвигатели по разным чертежам делают что ли.
Фрикционное сцепление
Не знаю, сталкивался ли кто-нибудь в своей работе c отказывающим фрикционным сцеплением, когда привод начинает трясти, как парализованного или когда сколько не затягивай гайку фрикциона, ток фрикции не изменяется, в любом случае итог один, ток фрикции отрегулировать невозможно. На моем опыте это не такой уж и редкий случай. Как-то по капитальному ремонту на УТС-380 установили 8 новых электроприводов, по тех.картам ток фрикции на УТС от 3.7А до 4.5А, но на всех новых приводах ток выше 3.5А отрегулировать невозможно, добовляешь гайкой один зуб, закусывает и горит предохранитель. При этом редуктор отдельно менять от электропривода нельзя, другой привод на замену никто не даст, и как быть, тех.карты деликатно умалчивают.
В электроприводах вместо штатного крепления сопротивления обогрева мы используем самодельное. Из проволоки диаметром 5мм делаем шпильку длиной 150мм, с одной стороны нарезаем резьбу на 20мм, с другой нарезаем резьбу на длину сопротивления и шайб (металлической и паранитовой) 75мм плюс 20мм.

Шпилька.
Далее собираем все воедино.

Сопротивление в сборе.
В стойках монтаже-держателей срубаем заклепки и сверлим отверстия диаметром 5,5-6,0мм,

Стойка.
Устанавливаем сотйки в привод, затем шпильки с сопротивлением, подключаем монтаж.
В приводе.
Плюс такого решения, что при необходимости сопротивление легко заменить, на функционал не влияет, проверено несколькими годами эксплуатации.
Подбор линеек в электропривод, набивка рисок.
Такое бывает редко, но бывает, возникает необходимость заменить линейку в электроприводе. У нас был случай когда, линейку изогнуло в электроприводе УТС, УТС был старый, сильно изношенный. Раньше приходилось менять линейки из-за износа отверстия под валики и как следствия сверх нормативного люфта 0,5мм, сейчас по этой причине не меняем, но об этом поговорим позже. Привода бывают правой установки с левым выходом шибера и линеек, и левой с правым выходом шибера и линеек. При этом в обоих случаях ближняя к шиберу линейка будет связана с короткой контрольной тягой и ближним к электроприводу остряком, соответсвенно дальняя от шибера линейка будет связана длинной контрольной тягой и дальним от электропривода остряком. Начнем с того, что уши линеек с отверстиями под валики должны распологаться не к центру, а наружу. Далее вырезы в линейках под переключающие рычаги должны быть сверху, по форме выреза определяем для какой установки привода подойдет линейка.
Для примера возмем привод правой установки.

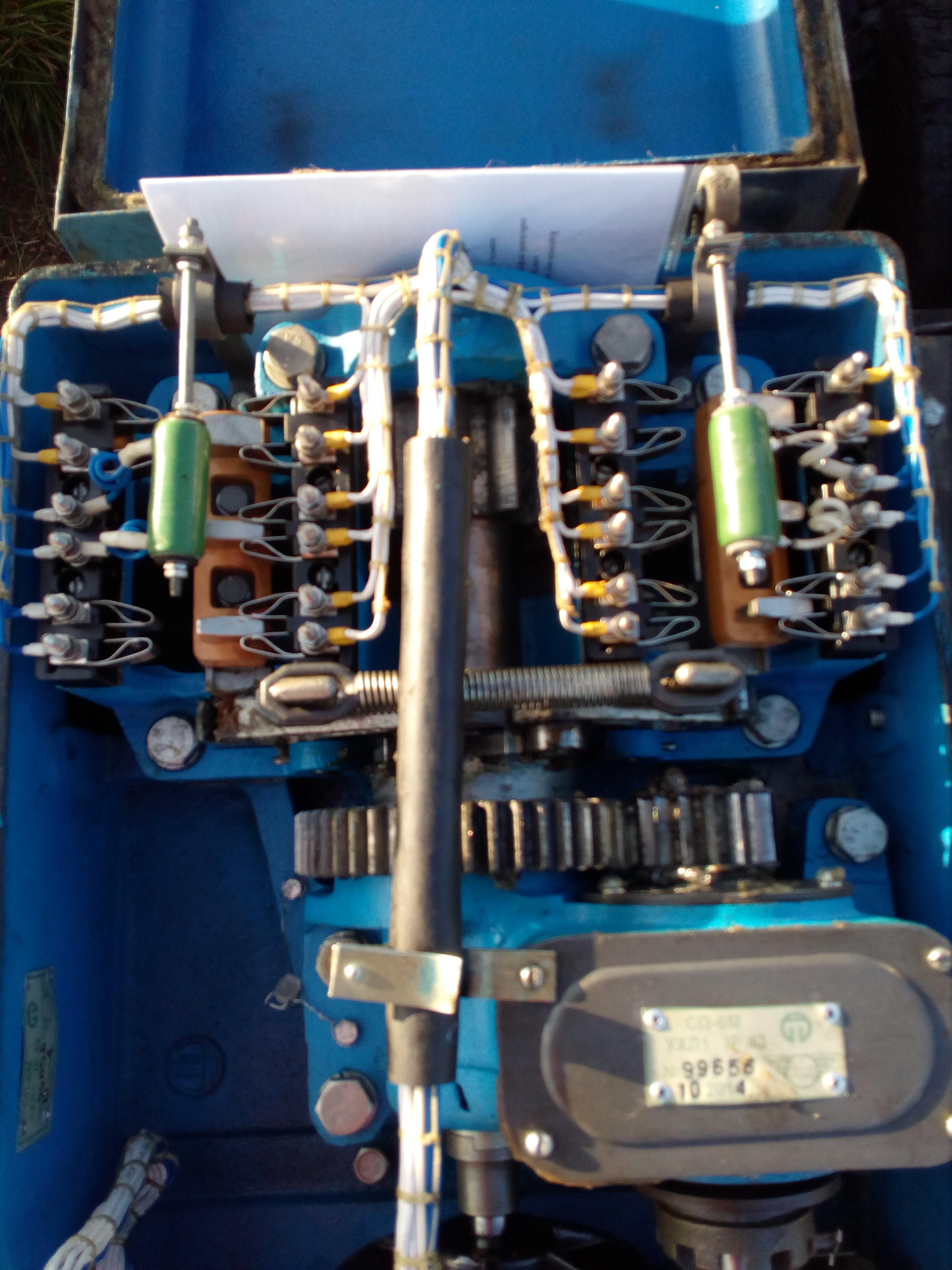
ЭП правой установки.
Для электропривода предусмотрено 4 разные линейки, две для приводов правой установки, две для левой. С левой стороны на снимке линейки для привода правой установки, к сожалению, фото несамого лучшего качества, поэтому прикладываю рисунок.

Линейки.
На рисунке линейка Б - ближняя к шиберу, связана с короткой контрольной тягой и ближним остряком, внутренний угол выреза линейки указывает направление прижатия остряка к рамному рельсу, а наружный указывает направление отжатия остряка при взрезе стрелки. Соответсвенно линейка Д - дальняя от шибера связана с длинной контрольной тягой и дальним остряком, внутренний острый угол выреза линейки указывает направление прижатия остряка к рамному рельсу, а наружный направление отжатия остряка при взрезе стрелки. Ть-фу, Ть-фу, Ть-фу.
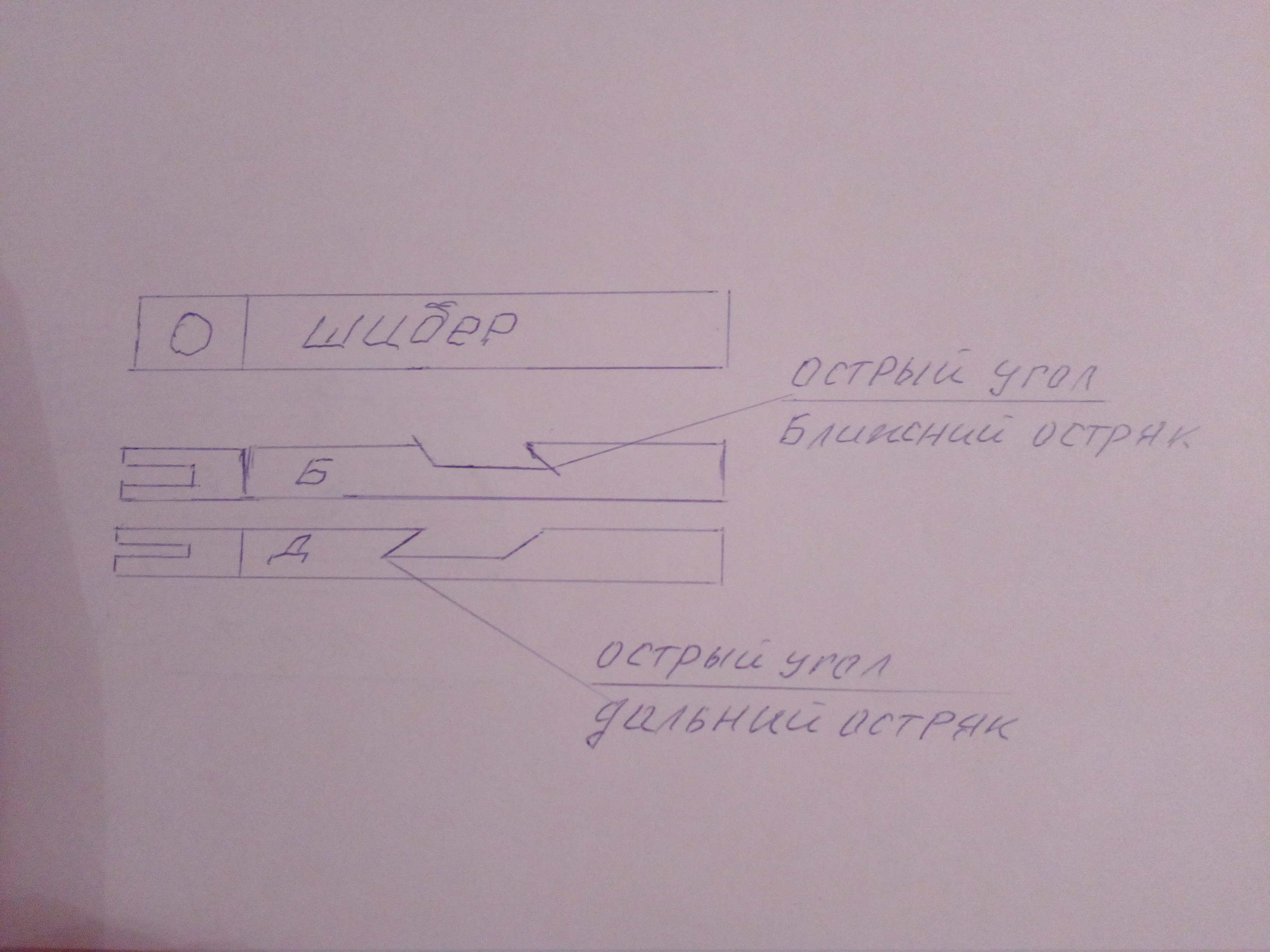
Рисунок.
На учебном приводе левой установки с правым выходом шибера посмотрим, на вырезы в линейках, можно это сделать на новых приводах, но на данный момент нового нет.

Электропривод левой установки.
На фото хорошо видно форму вырезов.

Вырезы на линейках.
Устранение люфта контрольная линейка-тяга.
При устранении люфта в сочленении контрольной линейки и тяги, мы используем ремонтные валики, на различный диаметр (15,2мм; 15,4мм; 15,6мм; 15,8мм).

Ремнотные валики.
Завод изготовитель в паспоте на электропривод допускает использование валиков до16мм.
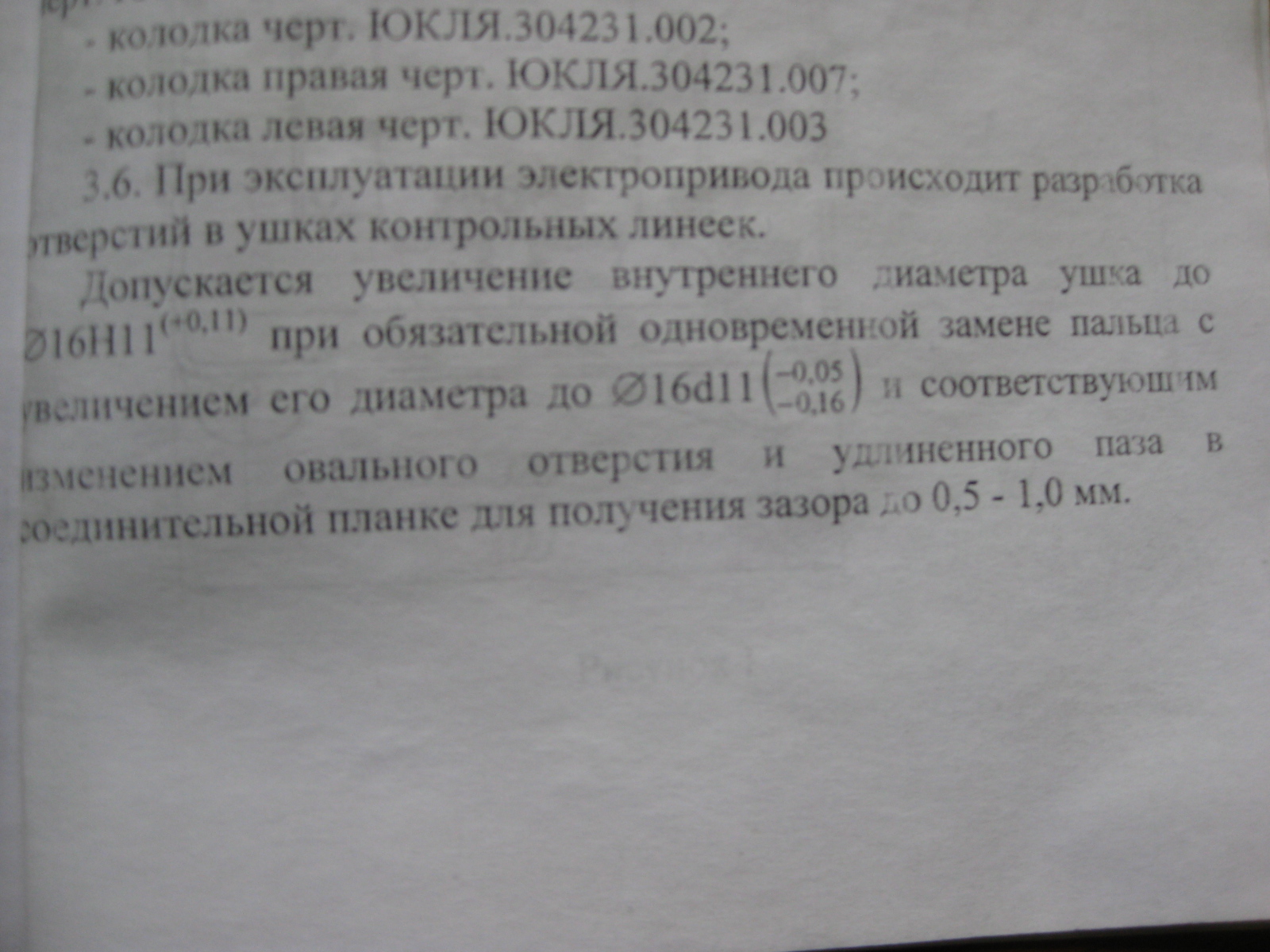
Паспорт.
К сожалению, просто так ремонтный валик установить не удастся, так как износ идет в продольной плоскости, отверстие становиться овальной формы. Для того, чтобы вернуть отверстию круглую форму, приобрели (в магазине автозапчастей) регулируемую развертку от 15 мм до 17 мм. Возможно есть смысл использовать развертку одного размера, например 15.5 мм, они более надежные и квадрат под вороток у них большего размера, но в наших магазинах таких не было.

Развертка.
Регулируем развертку на диаметр превышающий диаметр валика на 0,1 мм. Если износ большой, за один проход сделать не получиться, необходимо будет проходить два раза. Делаем запись, запрашиваемся, переводим стрелку в положение, когда шибер выдвинут, изымаем валик, проходим разверткой одновременно линейку и тягу, получаем круглое отверстие, устанавливаем ремонтный валик. Вся работа занимает минут 10 со снятием и установкой закруток. Плюс такого ремонта - экономия запасных частей, линеек и тяг, плюс экономия времени.

Работа разверткой.
Фиксация фартука электропривода.
Для того, чтобы легче было выполнять работу по замене валиков контрольных линеек, самих линеек, закруток и любую другую когда надо поднимать фартук, напарник предложил простое решение использовать сумку для инструмента. Попробуйте, и вы оцените насколько это удобно. Вробде бы мелочь, а работу облегчает. И в плане охраны труда все ОК, один работает другой смотрит.

Фиксация фартука.
Масленка.
Еще одна мелочь облегчающая работу, когда надо смазать все, что требуется по технологическим картам: гарнитуру стрелки, электропривод, замки ящиков, болты муфт и т.п.- самодельная масленка. В крышку от пластиковой бутылки вставили полую трубку с наружной резьбой и закрепили с обоих сторон гайками. В зависимости от работы используем пластиковые бутылки разного объема.

Масленка.
Регулировка контактов.
Недавно утвердился в мысли, нужен ли этот сайт, старший, перешедший с другого участка, показал, как ускорить работу по регулировке контактов автопереключателя. Работаем в одной дистанции и не первый год, а вот подишь ты. Вставляешь отвертку между переключающим рычагом и ушком пружины, только отвертку надо с широким шлицом, и не надо снимать пружины.
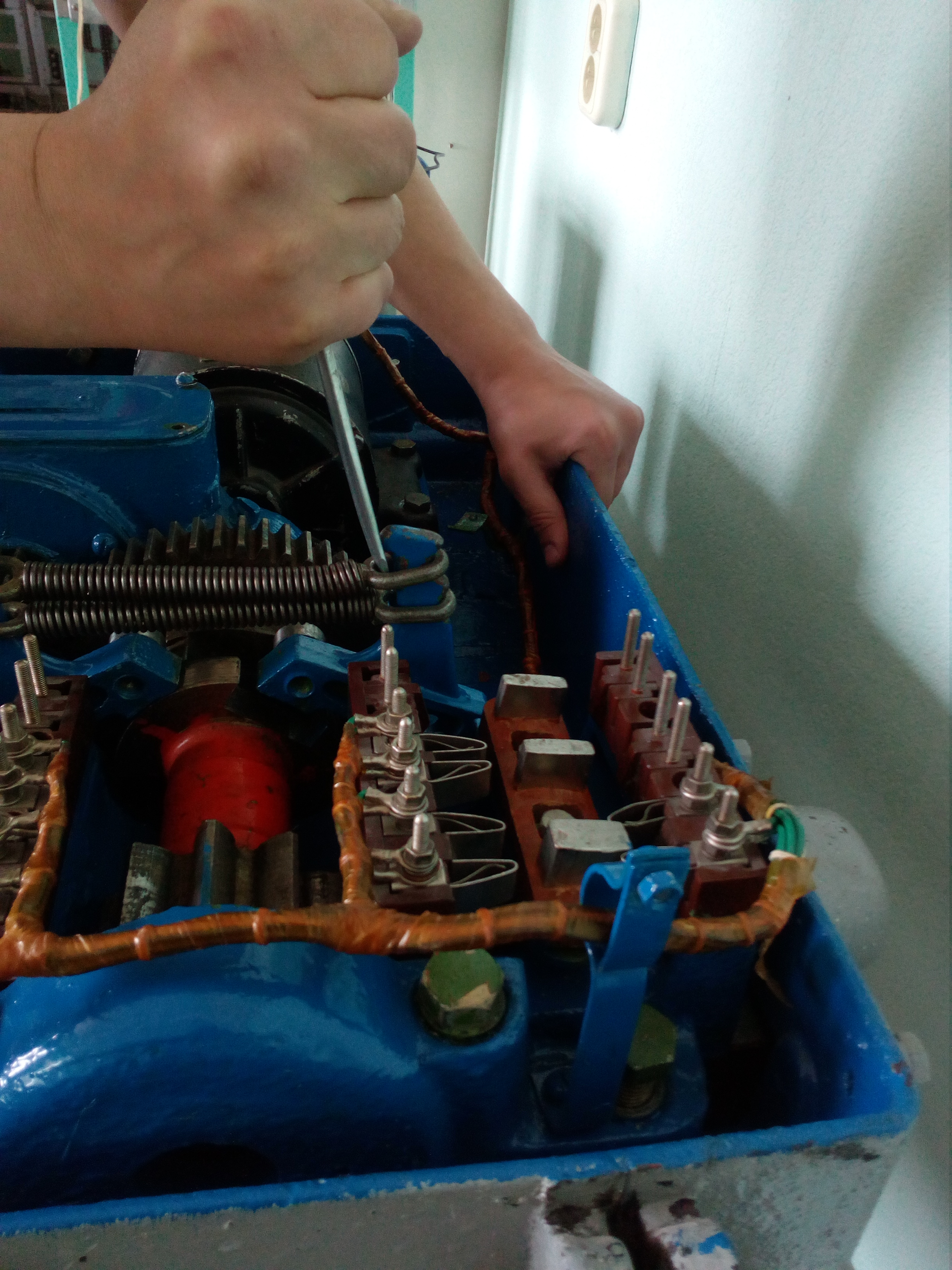
Регулировка контактов.
Шплинт для регулировочного болта.
В место обычного шплинта для регулировочного болта фрикционного сцепления, можно использовать стопорный шплинт от суппорта ВАЗ 2106 на фото, используем уже не один год, проще вставлять/вынимать, при этом штатные после двух трех извлечений переламываются со шплинтами от суппорта таких проблем нет.

Шплинт.
Шплинт в работе.

Шплинт в винте.
Ремонт крышки стрелочной коробки.
С запасными крышками для путевых ящиков, стрелочный коробок просто беда. Предлагаю свой вариант ремонта отломившегося "уха" крышки, в данный момент нужна крышка к стрелочной коробке, на ее примере и покажу, для путевой коробки технология такая же. От уголка 30×30 отрезаем заготовку немного длиннее, чем целое "ухо", прикладываем к ремонтируемому и отмечаем чертилкой или мелом, сколько надо отрезать в районе крышки, чтобы уголок плотно прилегал к "уху", на снимке видно, где нужно отпилить.

Общий вид.
Отпиливаем, прикладываем уголок к "уху", отмечаем в уголке две метки под отверстия, сверлим сверлом на 6мм, снова прикладываем, отмечаем через просверленные отверстия в уголке, где сверлить в "ухе", сверлим сверлом на 5мм, метчиками 6мм нарезаем в "ухе" резьбу. Болтиками или винтиками шестеркой крепим уголок к "уху", сверлом желательно 10.1 или 10.2 , можно и десяткой, используя оставшуюся часть "уха", как направляющую, сверлим в уголке отверстие под ось, отрезаем припуск на обработку. В таком виде уже можно использовать, по времени вся работа занимает 20-25 минут

Крепление уголка к крышке.
Но если немного заморочиться и потратить еще минут 20, то можно сделать как на последнем снимке, приварить половинку отверстия, последний вариант лучше, но нужна сварка.
